La correcta colocación de la malla electrosoldada en una solera de hormigón determina en gran medida su resistencia final. Los errores más comunes —recubrimiento…

La correcta colocación de la malla electrosoldada en una solera de hormigón determina en gran medida su resistencia final. Los errores más comunes —recubrimiento…
Los términos «plancha» y «chapa» se usan indistintamente en muchos sectores, pero en la industria metálica tienen significados precisos que determinan las propiedades del…
A la hora de especificar plancha de acero inoxidable, la elección entre el grado AISI 304 y el AISI 316L es la decisión más…
El precio de la plancha de acero varía significativamente según el material, el espesor y el volumen del pedido. Esta guía recoge los rangos…
Transformar una plancha metálica en una pieza funcional implica normalmente tres operaciones: corte, plegado y soldadura. Cada una tiene parámetros técnicos específicos que determinan…
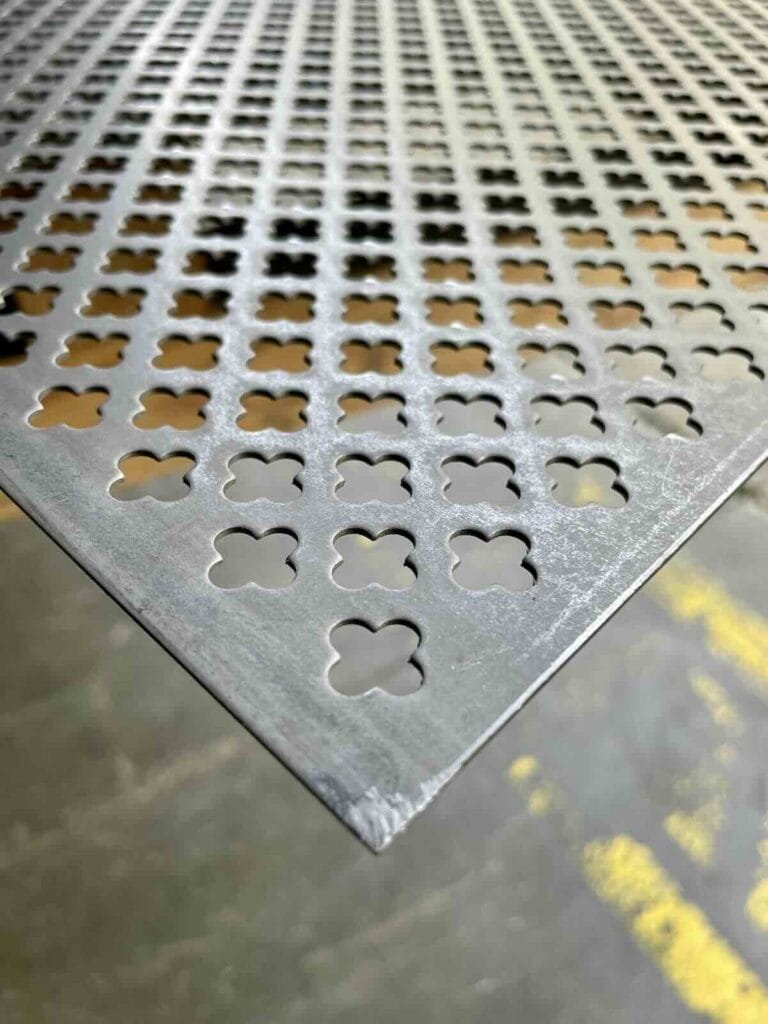
La chapa perforada es una lámina metálica con perforaciones regulares que combina ligereza, resistencia y estética. Se fabrica en acero, inoxidable y aluminio, y…
La chapa perforada ha conquistado la arquitectura contemporánea gracias a su capacidad de combinar funcionalidad y estética. Sin embargo, su uso en fachada ventilada…
Comprar chapa perforada a medida en España es más sencillo de lo que parece si sabes qué parámetros especificar. En este artículo te explicamos…
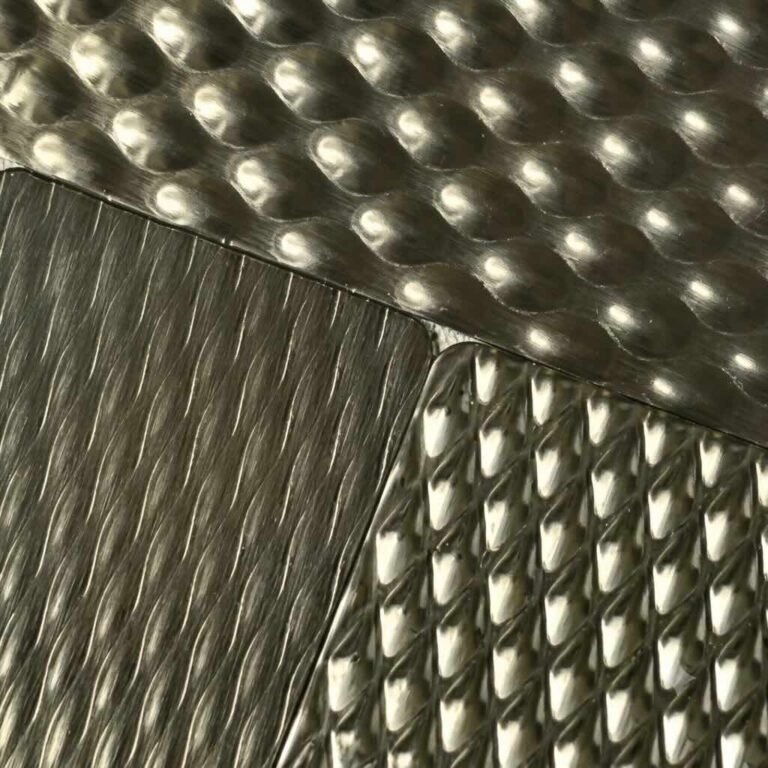
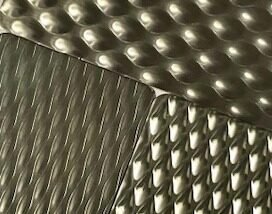
La chapa estampada es el material de referencia para suelos industriales antideslizantes. Existen tres patrones principales — lagrimada, damero y estriada — cada uno…
La chapa estampada es el material antideslizante por excelencia en entornos industriales, y comprarla a medida en España es un proceso sencillo si conoces…